Zack the marketing is "our machine can shoot glue theirs can't". If it is on their website it is marketing.
I look at things in the long view. Over time what will I have the most success with and the least opportunity for things to go wrong.
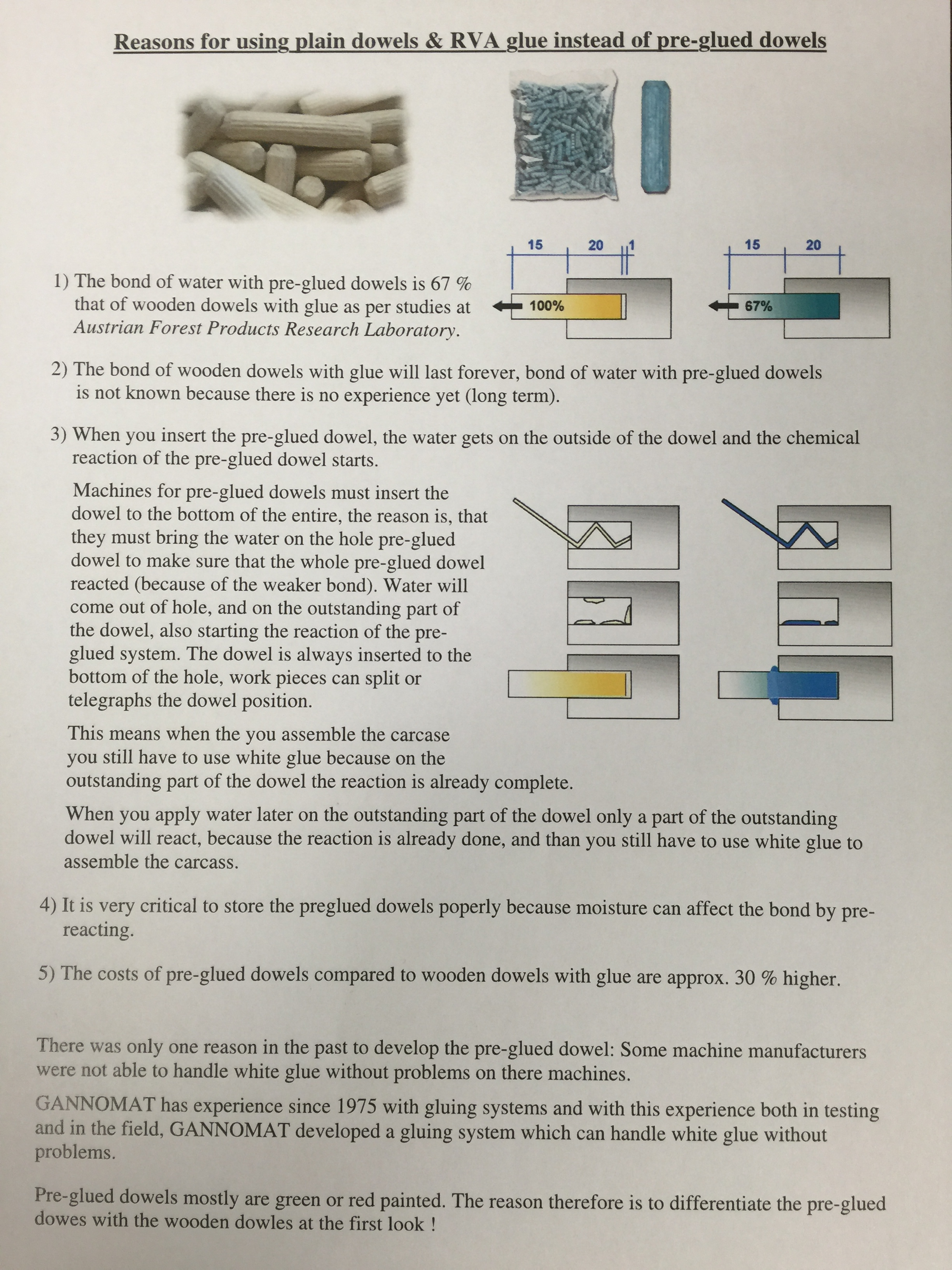
All your points about dowels sticking together, the tube getting sticky I have not found to be a problem. The point about activating the glue on the rest of the dowel I also find to be untrue. The water is very precisely injected it is not running out the hole. It is shot at an angle so it bounces off the bottom of the hole and spreads to the sides and top. Unfortunately due to other problems we take things apart. When we do this we are in effect testing the holding force, it is adequate in my opinion.
My fear with injecting glue is that over time (think years) the system will get junked up (that's a very precise technical term). Everything we have glue in over time gets "junked up". I do not see why the boring machine would be different. Then at some point it will not shoot glue or not shoot enough glue and you will be putting product out the door that is held together by friction and it will fail 100%. If this happens it may be many many products that fail before you realize.
In my view it is just a matter of time before this happens and it is likely to happen more than once. We are very particular about our preventive maintenance. I have a full time person. I still believe that a pre-glued dowel over time is going to give me the most chance for success and protect me from mass failures.
Is it as strong as a properly glued dowel, probably not. Is it strong enough, I believe so.
We do glue the face side because it is easier to control glue than water in a hand applied application.
This is all my opinion based on experience. We have gone through 2 boring machines and so many dowels I would have to think about it to put a number on it. Certainly in the millions.
Can glue be used successfully, certainly. I would follow a strict testing and cleaning protocol.
Bill