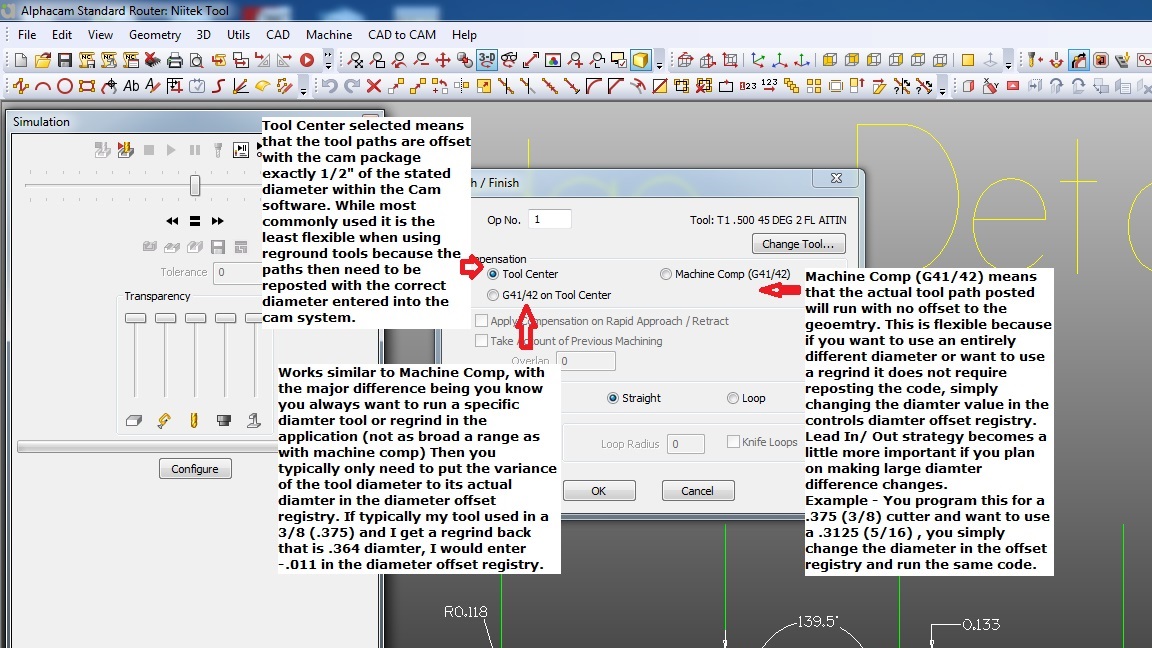
If you are using tools that have been serviced, then you need to use cutter compensation. The control will take care of the compensation if and only if, the operator puts the correct value in the offset registry and the machine code prompts the control to use cutter compensation. There are two kinds, of compensation. The first has tool center code output which is the same code as tool center, but with the addition of a G41 or G42 in most controls(C1 or C2) with Xilog if I remember. When the control sees the G41 or G42, it offsets the value for that tool. The value should be the amount of tool removed during sharpening. With Machine comp, the code is part geometry and the machine is responsible for offsetting the entire radius of the tool. Some machines want the radius value, others use the diameter of the tool and does the math from there. I prefer tool center comp, but that is just me. Lots of reasons for that, but let not get too deep on this post. In short, while using Alphacam you have to specify comp, and what kind of comp. Same with CV since the choice you make dramatically affects the code generated. Feel free to email if I just confused you and I can try to clear it up.