Dovetail Drawers on a CNC Router
A wide-ranging discussion about cutting dovetail drawer joints on a CNC. November 8, 2008
Question
Are any of you cutting out hardwood dovetail drawers on a flatbed CNC? If so, what are you using for a program? I know that E-Cabinets has a system, but I've only seen them cut out plywood drawers at their demos. If any of you are doing this successfully, what are your time savings over doing dovetails with a hand router and dovetail jig? I know it's faster to order them, but if a CNC could do it efficiently, I might give it a try.
Forum Responses
(CNC Forum)
From contributor K:
We have a Thermwood router and use eCabinets to cut dovetails. We use 5/8 Baltic birch plywood as our standard dovetailed drawer box. We have also cut dovetails using oak or maple. It is a slower process because you have to stand there and keep changing your pieces of wood, but it does work.
From contributor S:
No flatbed CNC with E-Cabinets can cut dovetail. The final product is a fake, a dovetail look-alike. It is only a simple fat joint with no holding power. Don't write "dovetail" on your proposal.
From contributor A:
I think Router Cad has a dovetail drawer box option you can add on.
From contributor C:
Take a look at the Vortex system. I bought one about a month ago, but have not had a chance to use it yet. Comes with a .dxf to help programming.
From contributor J:
I just ran my first set of solid maple dovetail drawers using our Homag CNC. I used two standard 1/2" dovetail router bits. One was used for the standard vertical routing on the fronts and backs. The other bit was placed in my aggregate and did the horizontal routing on the side pieces. Worked great! Not blazing fast, but much better than using a hand router and jig.
From contributor I:
For us 3axis guys, I am curious about the Vortex. Let us know when you run it and how strong and attractive it is.
From contributor Z:
I am really impressed by this Vortex system. This is the first I have seen of it. Anybody else actually using it? I'm curious how it reacts to plywood and solid in the real world.
From contributor R:
Contributor J, could you tell me more about how you laid this out? I would like to try and do some dovetails on my Busellato!
From contributor J:
I set it up where I have a parametric program that I can specify if it is a front/back or a side. If it is a side, the aggregate is used for the horizontal routing. If it is a front/back, vertical routing is performed. I�ve set it up where it only does 1 side of the board at a time so I don�t have to keep changing pods. I do have it programmed where I could do both sides if I have a job with a lot of the same size pieces. Our table has two zones, so I can place a program on each zone and run it in shuttle mode, which speeds up the process. Overall, I get good quality parts and it�s a lot easier and faster than the old router and jig process.
From contributor M:
I have cut thousands out of 5/8 Baltic birch. They're great - not had a doctor or lawyer or factory worker offer to pay me the extra $35 per drawer I charge for solid maple that used to be my standard. I do have one cutting customer who still likes to use solid maple. He lays up 37" wide or less blanks out of soft maple, brings them to our shop and we run them through the wide belt to .625 and then we put them on the router and nest them just like plywood. You have to slow down the cut a bit and use sharp tools, but they're great. The router might take up to an hour to run a sheet 37" x 120" depending on the drawer sizes. I think the last time we tracked it, we were cutting for two kitchens. It took three laid up blanks and cutting time was about 3 minutes per drawer over a lot of something like 50 drawers total.
From contributor U:
Contributor J, as I'm sure you know, when doing dovetails conventionally, the front/back piece acts as a chip breaker for the sides. When using the aggregate to mill the sides of the drawer, do you experience any blowout when the bit passes through?
Contributor M, I've contemplated trying to nest the dovetails using a glued up blank of solid maple, but I always assumed that it wouldn't lie dead flat on the table and there would be Z axis issues. Hearing that you've had success makes me want to give it a try.
Have any of you nesters ever tired to follow up the 1/4" straight bit with an 1/8" diameter bit? I think it would be a lot more pleasing to the eye.
From contributor M:
Keep in mind that we pull those laid up panels right out of the wide belt and run them within a hour or so. I definitely would not want to let them set around overnight. I also use a .040 skin. Also a 1/4 upcut spiral bit is the only thing I found to cut in and out of the tails in solid wood that would not break. We use compression for Baltic birch, but for some reason I broke compression bits one after the other until I switched to the upcut.
From contributor C:
For those interested, I ran a quick dovetail set this morning using my new Vortex bit. Here are a couple of pictures, and I videoed it as well, so I'll try and get that up so you can see it in action. I'm pretty happy with how it came out. It needs a little bit of tweaking. I think it's about .01" too sloppy a fit, but for a first shot, not bad. I also ran a 1/4" slow helix up-shear instead of a compression since I ran it in solid maple instead of ply. Also, I didn't spend a huge amount of time prepping the stock. It's not cut perfectly square and such, so it's not perfect, but I think you can see it can be once you get it figured out.
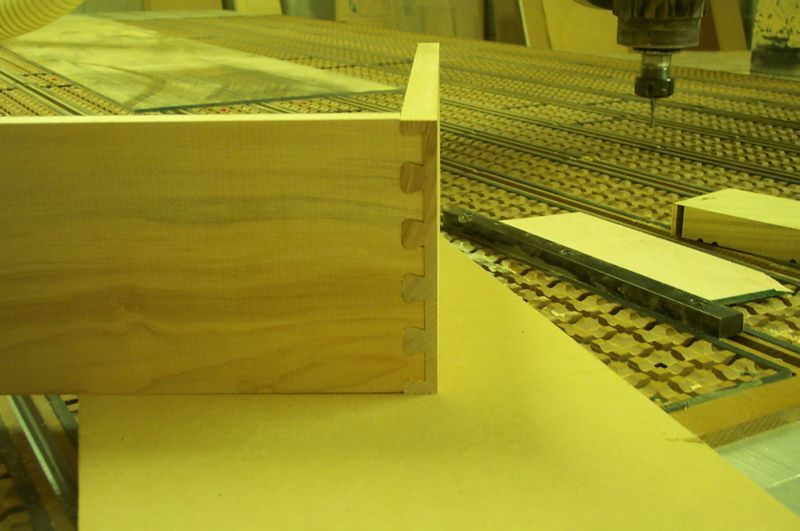
Click here for higher quality, full size image

Click here for higher quality, full size image
From contributor S:
The joint on your photo is a bird tail joint, not a dovetail joint.
From contributor I:
Contributor C, thank you, and I will now purchase the system! It might not work, but this is why I watch and participate with WOODWEB.
From contributor C:
Actually, it's called a half-blind dovetail (see Wikipedia).
It will work great for half-blinds, or more importantly, my needs. For the money, it's tough to beat.
From contributor F:
Here is good advice for masochists: do what I did. I made a jig that vaguely resembles the layout of the cheap hand jigs you buy for $50 at Rockler except that it will hold 16 pieces at a time (assuming 6" drawer sides). I also didn't stack the pieces on top of each other, rather separate of each other. I then wrote a spreadsheet program where I can input all of the parameters that I want including actual diameter of the cutter bit, adjustments for the differences between the cups and pins (for fit), etc.
It is really time consuming (times 10), but what I have created is a system that is flexible, can cut any width of dovetail with the change of one number on any width or thickness of drawer side (only limited by the length of your x axis), can do blind or full dovetails or finger joint or ?, and even can trim my fingernails while it is at it. I programmed it to cut in from both sides for the pins to eliminate blowout so it works with any material. The only catch is that you have to hang half of the pieces vertically off the end of the table (clamped in the jig of course). This limits the length of the drawer side to the height of your table off the ground. I have cut them in low grade plywood and even 1/2" melamine as an experiment with really good results. Once you set it up the kid in the shop can run it. They just have to keep the sides and faces oriented correctly. A little pencil mark on the pieces or a piece of tape usually works.
From contributor A:
How about some pictures of this setup?
From contributor F:
Sorry, I am in the process of rebuilding my table so I had to tear down the jig. However I use some quick clamps (over center clamps, I think they are called) to hold the pieces both vertically with one wide side of the board pointing toward Y and the end pointing straight up and then the other boards laying flat on the table with the ends sticking off a bit. Set up some stops and anyone can load the rack, so to speak.
From contributor C:
Finally posted the video...
