Question
I just landed a job running about 1000 lf of base and chair rail, including a small amount of curved stuff. Not an off-the-shelf profile and the bigger shops generally either don't want to bother with small quantities of curved, or charge a small fortune for it. So I'll be running it all in house. I briefly thought about whether it may be worth it to invest in a small molder... but after reading some past threads in the Knowledge Base it turned me off them. Of course they were more related to running a lot of molding.
So I get to my knife grinder and as we're talking about how I want to run the profiles, he mentions I should get a W&H to make my life easier! He says many of the bigger shops run one for this type of work. I do agree that it would be easier for these profiles to run them flat against the bed. But again I go back to the posts here complaining about the speed, multiple passes, and quality of finish coming out of the W&H.
So I thought it might be worth asking the question again, but only pertaining to small runs as opposed to thousands of feet a week. Most of my orders are very small quantities, say hundreds of feet at most, to match up with something existing. Are the small W&H style molders worth the investment? Is the quality going to be as good as running them through my shaper?
I'll be running the stock through my older Martin with a 7-1/2 hp motor, so the finish quality is almost good enough to go right to finishing.
Forum Responses
(Architectural Woodworking Forum)
From contributor L:
Been using the same W&H now for 2 decades. If you are used to going out and picking up molding at a supplier or molder, then you will probably hate it. If you have some production machinery, typically a SLR saw, then you won't mind it as much. The wood processing is the time consumer with the W&H. If you can order the stock pre-sized and just push it through the molder, that's even better.
I run mine on slower speeds - I have the adjustable feed. I usually run it at 35%, which is about 7 FPM. So a 16 footer takes 2 minutes. And that is starting to sound slow to me - I don't think it takes that long. Top speed is 19 FPM and for smaller stuff it is not as chatter free as the big machines (think $60K vs $3K), so you have to hit it with sandpaper.
For curves you can't beat it. For small runs you can't beat it (it is nice to have any species molding available at will for your project), assuming you use standard moldings for most things and have those standard knives on hand. I wouldn't give mine up.
As mentioned - sizing the stock before running is a bit of labor - but since we have the dedicated sleds for each profile - that sled has stickers containing all the sizing info needed for jointing and ripping stock ahead of time - no fooling around and experimenting. Read the data, mill the stock and feed away!
Customers always pay the steel fee up front, no charge for repeat orders. So the initial cost is all you bear. Sharpening is prorated over the lineal feet of run.
Unless you are running molding 8 hours per day 5 days a week, the W&H will pay for itself real fast and you won't look back. Ditto on curved molding - this machine will be your personal cash ATM machine from local contractors!
Not sure of the multiple pass statement - with the variable feed motor and the higher feed roller kit you can run an initial pass to rough out the stock, and then run a second pass to clean it up - but this is not usually necessary unless you are using a profile that is deep and removes a lot of material. We've found a single pass results in a much smoother finish as the infeed roller has full contact. Sometimes a second pass does not have sufficient roller contact (depending on the profile) to hold down tightly enough for a chatter free finish. This is where you may have to set up a custom sled to help hold the profile as it exits the cutters. An example would be a very wide casing that is much thicker on one side than the other. Your outfeed roller may only be contacting that heavier (higher) side, leaving the thinner side to move a bit. With time you'll find these little tricks and be turning out spectacular moldings on par with any larger machine, albeit much slower. But it's a tradeoff - a couple thousand bucks initially for running maybe 3-4 thousand feet per year is well worth it in my book! Especially if you run a couple hundred feet at a clip. Not to mention how many times you may need a wood species that matches your project and it's just not available locally. Grab a piece of the stock used for your project, load the cutter and zippo! Matched molding with just a few minutes work!



Some of you guys seem to be much happier with your machines than many of the posts I had read previously. I'm thinking there's a real divide based on quantity of molding one is running? I honestly don't see myself ever getting into running thousands of bd. ft. of anything, just too much competition in this area. So at this point there is zero chance I'll be looking into molders. Even if I got one for free it wouldn't get enough use to justify the space and resources it would require!
As far as multiple passes go, are you running much in the way of denser woods like oak and maple? I would like to avoid multiple passes as much as possible! Again all I have to go on is old threads in the Knowledge Base so I'm trying to get as clear a picture on the finish quality as I can before plunking down cash.
Contributor M, you prefer it to your Wadkin shapers (which I'm sure run pretty nice). Is the finish comparable? I know the stuff coming off my shaper is really clean. if I spend money (which has been really tight lately), I'd like to end up with a product comparable if possible. If not than I'd keep rolling with the shaper.
Sanding afterward? Not necessary on the W&H! If anything - you may need to knock down the ultra smooth finish so that the scratch pattern matches the rest of your case work.
I have to say - I held off purchasing our Hussey for years - mostly thinking it would only be good for curved work since our shapers did just fine on straight runs. But when I bought my new building, a small shop adjacent ours had the Hussey and I got to see weekly how convenient it was to have one of these small molders. Within two years my cutter inventory was in the hundreds! Almost daily we find a use for this great little machine - I would never be without one again! I often think of buying another - but at 61 years old and retirement approaching (what - are you kidding?) I think twice about machinery purchases.
If you can pick one up - do so by all means! Not sure where you heard negative feedback on the W&H - but wherever I go and whomever I speak with firsthand that has one - they are sold on it! I meet peers at conventions, wood shows, guild meetings, etc. and have yet to hear a shop speak ill of theirs. No - you obviously can't compare it to a Weinig or such, but then again we are only talking 2 g's here.
You will have that back in your pocket by the 3-4th month you use it (depending on the volume of use). Ours was paid for by the third job. I may have gotten lucky - we landed a contract for 250 curved casing heads for a condo complex, six inches wide with a 32" radius. MDF paint grade which we primed. We used the double refined - no sanding prior to priming and it looked golden! We did use our Onsrud inverted router to rough out the blanks and the job was lucrative. I've never looked back! Every day or so we are running a five foot piece, maybe two twelve foot pieces - something, always something that we need for our meat and potatoes - wall units! It is rare that we buy molding outsource. It's great to offer profiles that are unique - clients just eat that stuff up.
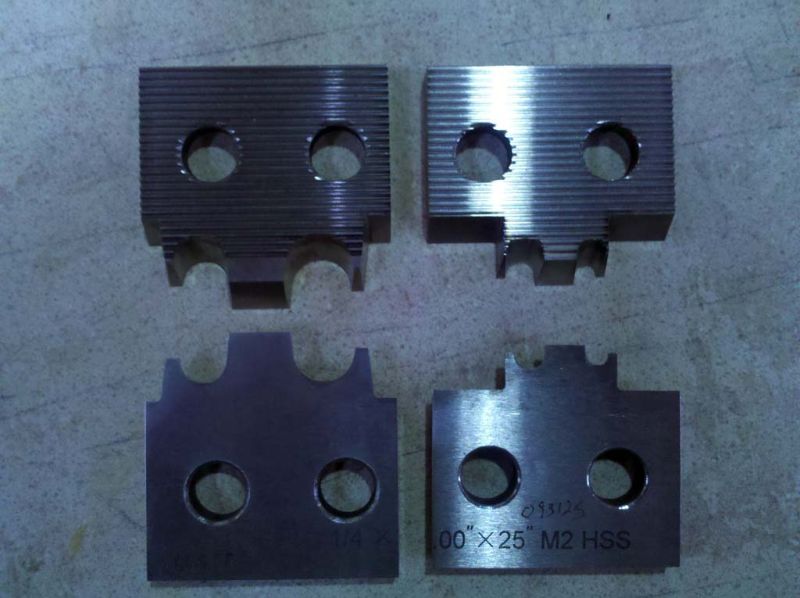
Beaded frame moldings are run quite often on our machine - I had two cutters made up - each with a different radius bead each end. I paid for two cutters and got four profiles. We do a lot of beaded inset door framing so this works out great for us. This is where clean, chatter free cuts are vital - those small 3/32" radius beads do not want to require hand sanding afterward! Notice also that my cutters pictured have the corrugated backs to them. I've had most of my W&H cutters run with corrugated stock so that I can also mount these on our Schmidt head (they manufacture a head specifically for use with W&H or Shopfox cutters) and run those same cutters on our shapers. Not because shapers cut better - but so that we can run bowed face moldings for radius countertop edge work. As opposed to the curved plane the W&H offers. So - you have the best of both worlds!
Dense woods? No problem! Not even birds eye maple, or crotch cuts are an issue when you have the variable feed!
And having the option of doing curved and radius work is the true golden egg. Contractors will flock to your door for their custom radius work! Sure - big shops with CNC can do this - but the cost is just too much for the small contractor to pay for small jobs. Which is when the W&H shines! That small round door head I attached in my first post - we ran 46 of those - they adorned the top of every passage door in a house (two per door) and that alone almost would have paid for another machine. Trust me - you should seriously look into one of these. Don't feel you need to run thousands of feet of molding to justify the expense - small runs are the cash cows. Especially in profiles that the big boys don't offer. We never throw out small rippings in my shop - any strips, down to just 1/2" x 1/2" are turned into panel moldings, beadings, shoe moldings, etc. When one of my guys has idle time I turn him onto the W&H and have him convert all those rippings (that would normally be tossed) into viable moldings that are stored for jobs down the road.

I'm curious about your knives! So you're running a stock W&H head, but just having the profiles ground in corrugated and then having the holes custom bored as well? That's very appealing to me as it would offer far greater flexibility and I was not aware that was a possibility.
You mentioned using sleds in your first response. Are they necessary to get the nice clean finish? Or are they just to make setups quicker and easier? I figure most of my stuff is going to be one-off's.
Contributor R, it's going to be red oak, but this is just one job so I'm looking at the potential benefit down the road, not just on this job. I don't think I'll be buying the machine for this job anyway. I just won't have the time to get one in, setup, and turning out molding in the time I have to run this job through. I'm looking ahead to the next job so I can be ready. It's 1000 lf but that's split between a flat base (no profile), a base cap, and a chair rail, so much smaller amounts will be going through each set of knives.
I can always order moldings - it's the curved stuff where things get costly quick! The bigger shops I'd buy from charge a real premium for custom curves, which I can knock out fairly quickly and make decent cash on. But if you're running the curves, that means running the straight stuff as well!
The sleds are to make repeat runs a cakewalk. Every sled has a sticker attached with the pertinent information printed (width and thickness of stock prior to molding run, which cutter knife to use, the height adjustment reading for the molding machine, feed speeds, etc.). All sleds are built to butt up against the two tubular shafts on the molder, so referencing setups for the knives with the sled are taken out of the equation (after the first initial run).This makes life so much simpler for repeat setups. Like anything else, once you do something once, repeat runs are more accurate and result in consecutive moldings being exactly the same as your initial pieces. Ever run a Martin shaper? You set the parameters on the screen, and everything moves automatically into place (height, speed, depth of cut, etc.). Well, this is my caveman way of duplicating those setups, and pretty close to the thousandths of an inch that the Martin produces! But always the same - which is what we are looking for.
Yes, 1000's of feet of red oak will dull your knives, but if you run a diamond hone across them every 300' or so you can achieve 1000 feet without sharpening. Speed plays a larger role than does the species of wood. Too slow results in burning, which overheats the knife and dulls quickly. Too quickly with your speed and you will get tearout and chatter. Experience using them teaches you the best medium for each run. A wide knife removing a lot of material (again - think hogging out rough stock prior to molding run) will dull your knives - removing less material extends the life of the blade. But you have to keep in mind when pricing these jobs - dull knives are part of the equation, so you build in the cost of sharpening. If you have a large run that you don't wish to outsource (keeping your men busy rather than paying a larger shop), then by all means - do it yourself! Sure, it'll take longer, dull your knives and consume a lot of time. But guess what - better than standing at the door watching the Brinks truck drive by carrying your outsource shop's money to his bank.
No, I'm not saying go into the molding business with your machine - you will not be able to compete with the big boys. But small runs, curved or radius work and the ability to turn around a small order quickly will have contractors knocking at your door. And even if they don't - if you are busy enough you'll find many uses for this machine to keep yourself busy rather than an outsource shop. Always a tradeoff. Me - I'm more inclined to do as much as I can myself rather than outsource. You always lose if it comes down to best price. But you can offer quality, quick turnaround and the option of small runs in any species in a schedule that works to your advantage. That's the asset of owning a W&H machine. Yea, $2k is a bit of an investment, but small in terms of return on your dollar. Especially when you factor in the advantages it affords your shop vs the shop down the street without the capability to run perfect moldings, radius work and quick turnarounds.

I don't see myself running many large jobs. The run I'm working on now is over a thousand feet of molding. However it's broken into smaller lots, so something like 400 lf of base, 400 lf of chair rail, etc. No large amount of stock going through any one set of knives.
It seems we think alike on many points. I do think the addition of the W&H could really increase my flexibility, and I always like to do as much in house as is profitable. I just wanted to make sure I wasn't going to spend a bunch of cash on something that wasn't going to perform. I feel a lot better about investing in one now than I did a couple days ago!
Oh and I have a pretty good shop for knives not too far from me. They're good guys to deal with and I always defer to their experience for my corrugated profiles. They're the ones who recommended I look into the W&H for some of the stuff I'm running.
I'm not here to pump the Woodmaster, I just wanted to say that having the ability to do your own molding can make or break jobs. It's another asset to give you a leg up on the competition and hopefully make your wallet a little fatter.
These small molders can really make some good product - it just takes a little more time and effort. Once you have the knack of running one, you will obviously be in love with it.
As an aside to all the great info already here, I often find myself running the W&H in conjunction with the shaper, perhaps for relieving the back or another operation that would require a separate setup. It's nice when working alone to be able to run straight off one machine and right through another. It can get a little bottle necked but it's a real production boost for my small shop.
First off, a 1000 ft order is not a small order for any millwork shop. Bottom line is if you want to basically pay twice what it's worth, feed it through a WH. They are awesome little machines, but if you are interested in turning the job profitably, have it run on a real moulder. If you just like doing that kind of thing, have at it, but don't discount the fact your time, labor, and overhead cost, and I promise, the novelty, wears off real quick for making your own moulding. I always get a kick out of the shaper guys who think they are banking money doing it in house. If you have nothing else going on, great, but don't kid yourself, you are not saving money.
For the WH lovers, relax, I have had one for thirty years and they can do amazing things, but they are not as consistent and the finish is not as nice as what comes off a moulder, variable speed or not. I own three moulders and do this every day so I can speak from experience.
That said, I would buy a WH for the odd funky jobs, straight or radii, raising real wide panel profiles, or anything else you can dream up and still be safe. Better yet, buy a Mikron - runs straight, radius and uses standard corrugated steel but they are more money.
For the little bit of access to custom runs, the upcharge and setup make the mere option of doing something odd or unique a non-starter for my customers and it's not that the shops costs are so high, it's because many large operations are simply not interested in three or four hundred feet of custom, so they price it out of existence. The job in question is 1000' total broken up into smaller lots. It's not a 1000' run of a single profile. I would have a hard time even getting a return phone call from any shop within 75 miles for an order like that, and the price would choke a mule.
I have never doubted that when you add up all the nickels and dimes, anything over a couple hundred feet gets sketchy, but I simply can't outsource locally.
It does come down to your costs. In my case - my overhead is extremely low. I own my own 4,200 sq. ft. building, and everything in it is mine. I've never leased or paid on time for anything in my shop. If it comes through my door - I own it. So, other than utility costs and insurance, I can easily produce product off my W&H at a decent profit. Were we're discussing this subject, 5 or more years prior to present day, I'd agree with you in a heartbeat to spend the bucks on a US Concepts or Mikron (both do radius work). But that was yesterday, and today it's a whole new game. My area (25 mile radius) has seen more than 35 shops and mills close their doors in the past couple of years. And more about to do the same. It comes down to having more overhead than you can carry given your income. Can we all agree it's almost impossible to attract more customers today (who's got money to spend?) so next you have to make the moves to keep overhead down. The shops still running profitably are those that chose machinery purchases wisely in past years. Sadly - most of the shops I've seen close around here are those that had high rent, large machinery monthly leases, coupled with a labor force that was out of hand.
The questioner has a genuine concern here. He's asking an intelligent question showing conservative realism before dropping his dime on a purchase that years ago would not have been a second thought. But yes, today a couple thousand dollars is a large enough investment that it bears scrutiny and research.
While I would never urge any shop today to invest tens of thousands in large equipment - the W&H would be a wise expenditure for any small to medium shop today. With the struggles to cope, it makes sense to "spend money to make money." But with reservations - knowing how many mills are still producing and selling at bottom line prices - unless you are in a lucrative market area you'd be hard pressed to realize a profit laying out those high bucks. But the small molders are a completely different animal. Given the versatility and countless profiles this machine can produce, it can very well be the difference between signing a job and losing to the guy across the street who does own one.
Last point - these machine can produce a finish cut as good as any large molder. It just takes a bit more tinkering and finesse. Consistent results can be achieved with a careful eye (maintaining tight sleds, sharp tooling and proper speeds), and I'm stating this from experience since I do this every year with my machine.
Contributor K, you ask a good question on the merits of upgrading to variable speed. I can only answer this - simply stated it gives you a much better finish. You set the speed to the type of wood and profile. One speed is a compromise and cannot give you the best cut possible. There are a couple of advantages you gain with the variable speed. Aside from ensuring quality cuts on even the most gnarly grained woods, it also increases the hp to your cutter head. Why? Because with the variable speed you have two motors - one driving your cutter and one driving your feed rollers! Great! Cheap way to gain hp!
Another advantage is when doing radius work with a closed loop (spelled mirror frames, etc.). Here you can leave the feed motor off and slowly lower the rotating cutter head into your work. Then turn on the VS and slowly bring it up to the speed you need to run the profile. You cannot do this safely with the single speed.
Cautionary note - when running a closed loop frame, you need to apply a couple of clamps holding the work piece until the feed rollers (not turning) are in full contact with the wood. Then you release the clamps and turn on the VS. Vital!
Last - you can help prolong the cutting edges on your knives by starting out feeding very slowly on straight runs, once a couple inches into your cuts, then bring it up to speed. This reduces that huge load put on the cutters by contacting the full load at once. You will be easing your wood into the cutter gradually. A tip here - when feeding multiple lengths of wood - always butt the consecutive pieces to the end of the previous piece. That also keeps the heavy initial contact load off the cutters as well as reducing the chance of snipe.
To the original questioner: you have a Martin shaper, so you know a bit about quality! Don't sell the W&H short - it is a quality machine. The boys at W&H attend most of the shows I frequent and I have had many a pleasant and rewarding conversation with them. I actually purchased my machine at one of their shows. I ordered the variable speed kit within a couple months of buying and have not looked back. You will be justified buying one - it does all that you will require and to your pleasant surprise it is up to snuff! It will be a profitable addition to your shaper(s). So, unless you wish to drop your dime (spelled tens and tens of thousands) on a large molder and gamble on your return - I'd say go with the safe bet and buy W&H.



It's been a slow summer and so that's another reason I'm glad to take it on. But I have run smaller molding jobs before this - usually under 200 lf jobs, and you can make money if you charge accordingly. I simply charge my shop rate and if they want it, great. The restoration business, while slow, is still active in my area, and likely always will be.
Also, I have run a large Wadkin 5 head molder, so I'm a bit familiar with the product they can produce. I really have no need for a big molder nor do I have the space, power, or budget for one. As wonderful as they are for knocking out large runs of material, I would argue they are not that practical for small runs of a couple hundred feet or less. And the Mikron machines, while smaller, still carry a sizable price tag! I wouldn't mind having one, but I just don't have enough work to justify that kind of purchase. On the other hand my shapers get used constantly, which is why I've upgraded to the best I could find/afford, but as mentioned previously, may not be the ideal way to run certain things.
Up until about 4 years ago a $2k purchase would have been an easy decision. However this has been the slowest summer in my short 10 years in business. I've had several weeks where it was all I could do to put gas in the truck! Luckily the phone started ringing again about 2 weeks ago and it looks like it's going to be a very busy fall. So while I don't foresee expanding into the molding market, I still wanted to get a feel for the potential usefulness of a small molder. And luckily I've gotten some great feedback to help me from some very generous guys.
What level of investment you are willing to make or what aspirations you have for your business will determine what risk you will incur. For me, the WH thing was good for a couple months before I bought a moulder and profile grinder - an old one, but a moulder nonetheless. The Hussey was painfully slow and quite frankly I wanted more - more capacity, more work, more money. The questioner bought a Martin shaper, whereas a Grizzly would have been much more affordable. Which do you think would have/has made him more money, even in tough times? I own a Mikron also and the only time the WH is ever used is real tight radius work where the small cutting circle is advantageous.
I also have a hard time believing that millwork shops are unwilling to quote small runs, especially these days. We run everything from 10' to 10,000' and gladly take them all, always have. If you won't do the small ones, you won't get the big ones!
I know everyone does things a bit differently. In my shop I do mostly one-off's, very rarely production runs. I run small moldings for projects on the shaper all the time, much of it done with a Euro block. A lot of stuff I run would never even justifies paying to have knives ground. I'll just use a couple different knives and/or grind the profile myself on the bench grinder. I just finished a furniture style vanity in cherry. 6' of custom base, 2 custom fluted profiles on either end with custom shaped appliqu�s. Some jobs/clients you can get away with just sticking catalog parts together - others require a bit more dedication. For you, a molder made sense, but for me it doesn't for the very reason you quoted� It's better and more profitable to have someone else do them.
Here's the real logic that prevents me from going down the molder road. I'm lucky enough to be in an area that allows us to charge higher prices than much of the country, making my small molding runs profitable. As a consequence, space is also significantly more expensive! So even if I could get a molder for free, and have the utility upgrade my 100 amp 3 phase panel to a larger one for free, and get all the ductwork and electrical connections for free, I'd still have to double my rent to double the size of my shop to fit the molder and have space around it to run 16' lengths, and it would still be tight! So now I have to compete with the other molding suppliers to pay for that extra space every month. Of course nothing is free! So realistically I'd probably have to drop close to $30k just to get a half decent used molder, and knife grinder installed and setup, plus the extra rent! Now I have to market like heck in a relatively crap economy, hire guys to run the machine, bring in a SLR requiring more space. Yup - a little W&H sounds a lot more doable!
Don't get me wrong, I appreciate the perspective you bring to the table. If my situation was different and I worked in the sticks where I could get 5k+ sq. ft. for next to nothing, and I didn't have a lot of competition, it may make sense. But being within 20 min from a major East Coast city means you have to choose your machinery wisely.
I do think I'm going to end up picking up a small molder at some point in the near future. I don't think I'll use it more than a dozen times a year, but having it will certainly make some jobs easier. And I agree about avoiding the Asian knock-off's. I don't feel they ever really save you money.
By the way - with VS there is no problem with oil leaks since the oil bath was eliminated. So, don't fret - this is not a Harley Davidson.
ShopFox is made in China. Looks are deceiving - don't fret about a longer table. I don't even utilize the rollers on my W&H - no need for them at all. There is enough weight to the machine, which combined with the excellent roller system that you have no need for any more length to the tables. Compare this with a good, heavy planer that has short infeed/outfeed tables. The weight and roller system dictate the lack of need for length on both.
Not to say you want to just throw in 16' lengths and walk away. But another few inches on the table have no effect on any work beyond a few feet outboard of the machine anyway!
I'll reiterate once more - hundreds of thousands of satisfied W&H users for over 50 years now. And the machines hold resale unbelievably high! There's a good reason for that. Try getting even 50% back on your China products after a year. If they even hold up that long with poor castings, deplorable electrics, dismal and overstated motor sizes and bearings that disintegrate very quickly. By the way - Taiwan vintage is far superior to China made. Though with W&H we are talking Stateside manufacturing only.
I find myself using the Mikron for short (under 100 feet) runs of crown because I'm too lazy to switch the feed from vertical to horizontal on the shaper. Another advantage of the Mikron is the variable height adjustment of feed rollers independent of the head. I can adjust to give just the right amount of pressure on an inside or outside radius form (picture going from floor up and over machine or in air going down to machine and back up in the air again), then take jig out and use for holding molding in right plane for cutting mitres on chop saw. The quality of the material coming off the Mikron is equal to the shaper or the 6 head molde . I think if I had corrugated knives already and was planning on a business model of 1000 feet a week straight and radiused, I would consider a Mikron 645 or 652. Used machines can be found for $5-15,000.