by Jon S. Elvrum
In my years with Grass America, we introduced to the American market a revolutionary drawer system in which the actual side guide member and the drawer side itself are one and the same component. Although the basic cost of the hardware was dramatically higher than the manufacturer might expect to pay for traditional drawer guides, it could quickly be demonstrated that in spite of the unit cost of the guides, this system is still a significantly less expensive, more efficient, more versatile and more marketable drawer guide to manufacture.
Why? Because the drawers from traditional manufacturing methods are labor intensive, and we, as manufacturers, rarely understand our true costs -- especially for a component as fundamentally disinteresting as a drawer side or bottom.
This conversational gambit occurred literally hundreds of times during selling situations: "How much is the guide?" the manufacturer would inquire. I would respond with a question of my own. "What does it cost you to build a drawer?"
It saddens me to report how seldom anyone really knew the answer to my question. But think about it! A drawer is a box designed to work inside another, larger box. As such, it requires all the care and feeding that larger boxes in the concept demand. In fact , if you are building for face-frame construction, the demands are even more rigorous, and the problems of retro-fitting hardware intensified by every drawer construction inaccuracy.
If we accede to that fact we are building box construction in the 32mm system, and we further allow that the 32mm system is of value precisely because it excels in such a construction process, might we not then re-examine these "boxes within boxes" that have so vexed us in the past, and see how the system addresses them. Let's leave for this time such specialized treatments as mitre-fold drawers, plastic drawer systems and other types that rely upon the use of pre-manufactured components, and look at the more conventional forms.
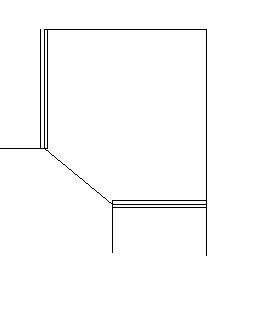
In Figure 1, we see the most common type of drawer in the United States today. It employs dado construction, rooted in the traditions of solid stock sides and bottoms, a design style meant to confront the instability of the raw materials where changing moisture and heat conditions had a deleterious effect on finished product.
For 32mm system producers, the drawer in Figure 1 poses several problems. First, each back, side, and sub-front must be subjected to a dado pass so that the part can receive a drawer bottom (See B in Fig. 1.); this (B) is both a labor pass and a machine setup. The great cost is time. There is time to set up and tear down machines, time to stack and unstack pieces coming through the process. Apart from the assembly and millwork time, each component must be process-handled from mill to stack, delivered to the dado tool, dadoed, re-stacked, re-delivered to assembly. Drawers built as we see in Figure 2 substantially eliminate this labor-intense activity.
Second, dadoing into the sub-front cancels out the ability to utilize one of the exceptional installation aids that's come to us purely through the genius of the system technology -- the drawer front adjuster. Sold by, at last count, four major Euro-producers of hardware, this inexpensive component is almost indispensable in terms of fast, finished drawer-to-case alignment, offering a range of adjustment in all directions between 3/16 and 5/16 inch (varying by manufacturer). Additionally, drawers built as per Figure1 are shallower in use than those done as per Figure 2. (Note the distance from the bottom of the bottom groove to the bottom of the drawer side -- 3/8 to 5/8 inch in most shops.)
The last significant element in this critique is to examine Figure 1 (C). Here we see the bottom-mount Euro-style guide which has effectively carved a place for itself in the marketplace. As 32mm system usage grows, and as the understanding of its simplicity of form becomes more widely apprehended, this type of guide will continue to expand its market share. Why? First, because they were designed and produced as a response to a system demand, providing specific answers to direct application problems within the context of the 32mm system. Second, because the slides are exquisitely designed, engineered and manufactured. When you understand how they help you build a less labor-intensive (yet nonetheless excellent) drawer, the few cents increase in component cost proves to be of no negative consequence.
In Figure 1 (C) we look at the drawer-side bottom, where the slide channel wraps around the lower edge of the box. The channel is designed to accommodate a 5/8-inch thick side member, or a 1/2-inch side member, when the drawer is built as we see in Figure 2. The problem here is, many users in the United States build Figure 1-type drawers using 1/2-inch material. In this instance, there's a good chance the screw will crack off the drawer edge short of the dado. For this very reason, most Euro-slide producers now offer a side-mount type guide that affords screw penetration into the drawer box from the side, rather than the bottom. This problem only exists for manufacturers who persist in building within old traditions.
The labor-intensive forms of dado and fitting, screw and glue, are no match for the production ease of doweled construction boxes built at the least possible cost increments, on efficient machines, addressing all components as elements of a component-driven system; batch processing parts, and controlling flow. The problem of Figure 1 is for those who choose to remain imprisoned by old forms.
The Five-Drawer Bank--and More
Figure 3. Doweled drawers should have a sub-front panel doweled between the sides to remove stress resulting from impacting the drawer front repeatedly during closing.
Figure 4. Typical five-drawer elevations with combinations. Other possibilities exist.
Certainly, one of the most alluring features of kitchens constructed in the 32mm system is the five-drawer bank. The five drawers could just as easily be six, seven or 10 drawers. The final number doesn't matter. What does matter is that, as I said before in "Components, not cabinets", the five-drawer concept establishes a specific relationship as components between doors and drawer fronts.
First, the five-drawer bank is possible precisely because within the 32mm system we do not build face frames. Face frames call out a crossing rail between drawer openings (usually 1 1/4-inch wide). Between four drawers in a face-frame system there are three 1 1/4-inch rails, plus top and bottom rails. These easily combine to allow an additional 6-inch drawer face to be included in the front arrangements, allowing for a fifth drawer and a host of new possibilities (see Figure 4). This new arrangement is made possible by abandoning the face-frame form. Looking back to our front-end math, we find that a 30 1/2-inch side panel is metrically 775mm. We desire a 3mm (1/8 inch) gap between the drawers. We take our overall panel height and deduct all gaps, so the equation reads panel height minus total gaps or reveals, divided by the number of drawer fronts. The answer, if it's an even number will equal the drawer face for a single drawer in your system. Any remainder must be seen as an expression in millimeters taken out of the total panel height. Thereby, you may simply add it to the top reveal -- below the countertop, or you may distribute it among the several openings, adjusting the gap accordingly. You must account for all the millimeters, if you wish to head off difficulties.
Let's review: a 775mm high panel with a 3mm desired gap, and a flush bottom overlay will produce a five-drawer bank whose heights are each 152mm. There is no remainder, so all gaps stay even at 3mm. If there was a remainder of even 2mm or 3mm, it could easily be added to the top gap above the drawer. There it would be lost below the countertop projection.
The rest of the concept is laid out clearly in Figure 4. Here we begin to appreciate the newly established relationship of the drawer face to the door. In the five-drawer system, we can quickly ascertain that one double drawer equals two single fronts plus the established gap (which was 3mm in our test case). Likewise, a triple-front is equal to three singles plus two gaps; a full door is equal to a group of four singles plus three gaps; and so on it goes.
Beyond this initial mathematical relationship, we soon learn that there exists a direct relationship with manufacturers of appliances as well, particularly those who are of European origin. The recent Kitchen & Bath shows in both Philadelphia and in Long Beach revealed clearly to even the most fundamental student of this process that the American appliance makers are now on board, and in a big way. The aggressiveness of their involvement has been one of the most satisfying aspects for me. For many years the appliance, home building and cabinet manufacturing industries have been wrapped in what I view as an unhealthy symbiosis. In a quest for standardization, they have placed manufacturing concerns above the need to address changing consumer interests and desires. Now, as evidenced by the wealth of new products and concepts, innovation is alive again. Time and the European flair for consumer-oriented design have finally broken through.
Kitchens Smaller
The average kitchen built in America is designed over 100 square feet smaller than it was as short a time ago as 1965. The creative use of basic drawer technology such as we've examined today can restore a significant amount of the space we would otherwise lose as a direct result of downsizing kitchen plans. The five-drawer bank, fully realized under optimum application, restores a plus-factor of 30 to 35 percent of available storage space for the consumer. There's little wonder that customers are eager to buy such a product.
A few words in summation about drawers. Everyone has to build them, and I don't know anyone who believes he can fairly charge for the labor he has in them. Drawers built only slightly out of square, or just a little bit too wide or narrow, have been a source of vexation to the industry for as long as they've been built.
As advice and counsel, perhaps the best advice we can give is to get to know yourself better. Learn that all you do is done because it's the best way for you to build today, for the market you serve, in the real time of here and now, as opposed to doing what you do because that's the way it's always been done. Perhaps the deadliest words you can hear in the life of the business you are in today is "We've never done that before!"
Until next time then, check your drawers. I'll be back in two weeks to discuss another eternal bugaboo -- FLOW, or the lack of it.
Reprinted from Furniture Wood Digest, July 1986.