Question
A few weeks ago I made a post about using a different strategy for production management. This is part of a systems based organization I think I need to create in order to respond to both the changes in the marketplace and pending changes within my own organization.
I'd like to get back to that post because I think I have affirmed something that would work really well for my company and maybe for some other shops as well.
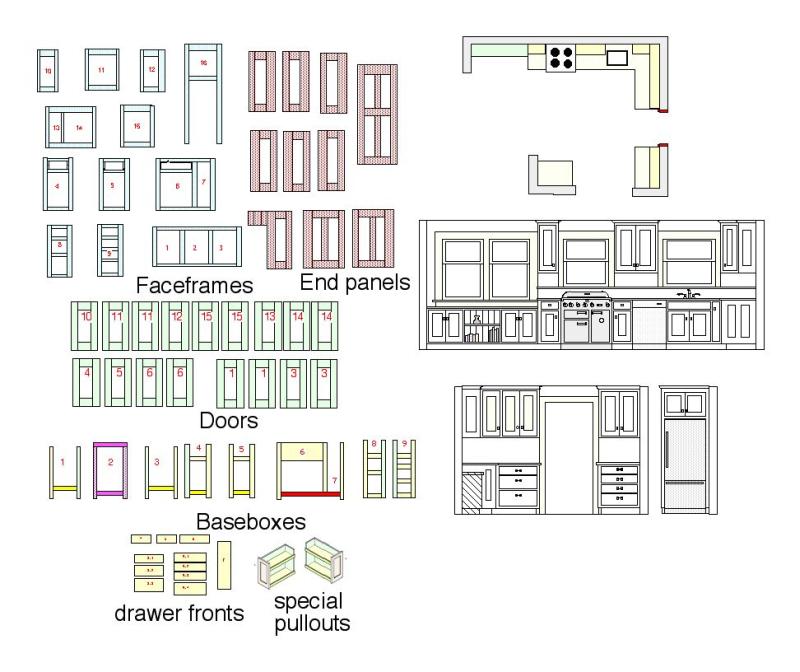
I would first like to present a drawing that shows a project we started under this new paradigm. We built everything in house. Nothing was outsourced.
It consisted of:
12 faceframes
17 doors
11 slab drawer faces
10 end panels
8 base cabinets
2 esoteric pullout spice cabinets
In total there were 60 items, all fabricated start-to-finish. I would like to know how many hours others might spend to complete the sub-assemblies that I show here. I am not interested in digressing just yet into a discussion of the merits of out-sourcing vs. in-house construction (though I have some thoughts on that for later) but merely some idea of how long this stuff should take to fabricate. I appreciate any input anybody could give me here. I will develop some impressions about this later.
Forum Responses
(Business and Management Forum)
From the original questioner:
This is a picture of a typical kitchen we might produce. The white painted cabinets are standard product line for us. The cherry island would fall more into the realm of art and is not necessarily part of this discussion (though probably could be managed in similar fashion).

This is a total of 104 man hours. This would take about three days in my shop. We would sell this job for about $15,000 unfinished and uninstalled.
Somewhere around 70 door parts to process, at least 3/min should allow setup time. That's another approx. 24 mins. Call it 0.5 man hours.
Parts to assemble - at least 250, maybe more. You can't do those as quickly, and you add glue-up time for the panels and doors - probably averages out around 3 mins. each. There's approx. 750 mins, so call it 13 man hours.
Sanding - oh the love of sanding. At least 5 mins a unit, 60 units = another 5 man hours -and then the special pullouts processing. If they're familiar with it, probably 2 hours. If not, add 4 more for the rebuild.
All told, say somewhere around 28 man hours to get it ready to finish. No hardware installed yet. Round up and add 20% to the time because something always goes wrong, and you're at 36 man hours.
The thing that I find is that while I have a few who can produce that kitchen in that amount of time, the more people you add, the farther from that target it seems to get. I believe that a 2-man shop can do it in that time frame, but if you put 8 on it, you'll at least double the man-hours. That's just an experienced observation, however.
While I used to agree with contributor M that doubling the people involved would double the time, I no longer am of that opinion. About a year ago a fellow I knew championed a discussion about bucket brigade manufacturing. That was how we produced the sub-assemblies on this job and the results were eye opening.
We've all seen that analogy of a boat on a placid sea, sails full of wind, etc. If you could look below the surface you would see that this boat was actually dragging a lot of seaweed and kelp and was only making six knots when it probably could have been making eight. Lowering the water level and you can see where the real weak spots are before they rip a hole in the hull.
I will elaborate on this more at a later time. You should think about the boat analogy for a while because these shops of ours are a whole lot like a little ship. The seaweed sometimes is not so obvious. I bring this up because there are a lot of things we can do to increase our progress (in any size shop) and, fortunately, none of them require an outlay of cash.
Also, I'm assuming that we're talking about people trained and proficient with the processes and self-supporting, so no lost time for on-the-job training and no "helpers". I judge it off of the time it takes me to do it, so to speak - and then hope I've trained my employees well enough that they can come close. Again, kind of an ideal scenario. The human factor can be as much as 3x the ideal, easily. For most job scheduling, I find that multiplying the man hours it would take me to do it personally by two works well.
Also, there is no design time in what I stated, nor is there time taken to create the parts lists. The parts lists alone can take a number of hours, and the design, well, we all know how that can go.
In most cases, there will be a handful who can carry out everything correctly and efficiently, with quite a few who are nowhere near that efficient, and then you have to add the human factor.
So yes, my timing is more ideal than reality sometimes, but it's very feasible with the right training and incentives. But as you said, I've got some seaweed I've accumulated as my production tracking sample just illustrated and I've got to get back to oiling this machine.
It takes about 15 minutes to get a hinge in a door. Half of this time is the actual mortising and half of it is chiseling the corners and pre-drilling for the screws. It used to be that my most experienced guy would launch the mortising because getting the mortises located properly took some experience. Chiseling, however did not. This same fellow would typically self select to do chiseling as well while his prot�g� was busy polishing the concrete with a broom.
By setting these processes into a bucket brigade we created a de facto reason to divide the tasks. This system also required some physical proximity for each process, which in turn helps with training because the neophyte is right there where he can see everything. Proximity is a capacity generator in more ways than one.
The ultimate objective here is to break the processes down into discrete steps. By magnifying the steps at this level they can be examined intrinsically as well as how they fit into the pipeline of activities.
How you do something.
Where you do it.
(Left to their own devices, they will set that router up right outside my office)
When you do it.
Who does it.
How you assign the task to who does it.
How you monitor the status of the task.
These are all ways to ultimately complete by Thursday what used to take until Friday. If you can achieve this simple goal you can pick up four or five days worth of productivity each month.
This is the kind of exercise that makes you think about your processes and if you are willing to do that you can usually find a way to lower cost and take less time. My hunch is that we can ultimately lower direct labor costs to about half of what they are now.
Bucket brigades take practice. The first time you try one there will be many failures. All of the failures will be related to an unbalanced line. Eventually, if you stick with this system everybody will know where they fit and what they should be doing.
From the macro perspective every trade journal out there essentially wraps their story around the shortage of skilled talent. They usually end it up with a pitch for an expensive machine or a complicated piece of software. Bucket brigades don't require a lot of management and are the least expensive way to train a new worker.
Historically our problem has been that we could never produce as many kitchens as we could sell. Bucket brigade would have helped out a lot in that scenario. It might also help with a sales constraint in that it can provide a mechanism to make less expensive labor more viable.
Cabinetmakers tend to introvert rather than extrovert so they gravitate to the minutia rather than the sales and promotion, fight this tendency and get as creative with your sales as you do with your shop policies.