This is a one man shop. I build face frame cabinets.
My process starts with lumber, since this is going to be my first slider I am unsure, but after talking to several people who own sliders, this is my new process:
-rip 1/8" too wide on slider
-planer (for thickness and final width)
-back to slider to cut to length (door rails and stiles are run thru shaper full length, then brought back to slider cut to length
-face frames pieces to pocket machine
-assembled on face frame table
-wide belt sander
-set aside waiting on cases to be assembled
Plywood:
-cutout on slider
-then prep pieces, either dado's on old table saw, to the pocket machine, to the line boring machine
Last, all pieces are sorted and stacked near the assembly table.
I do not use an edge bander.
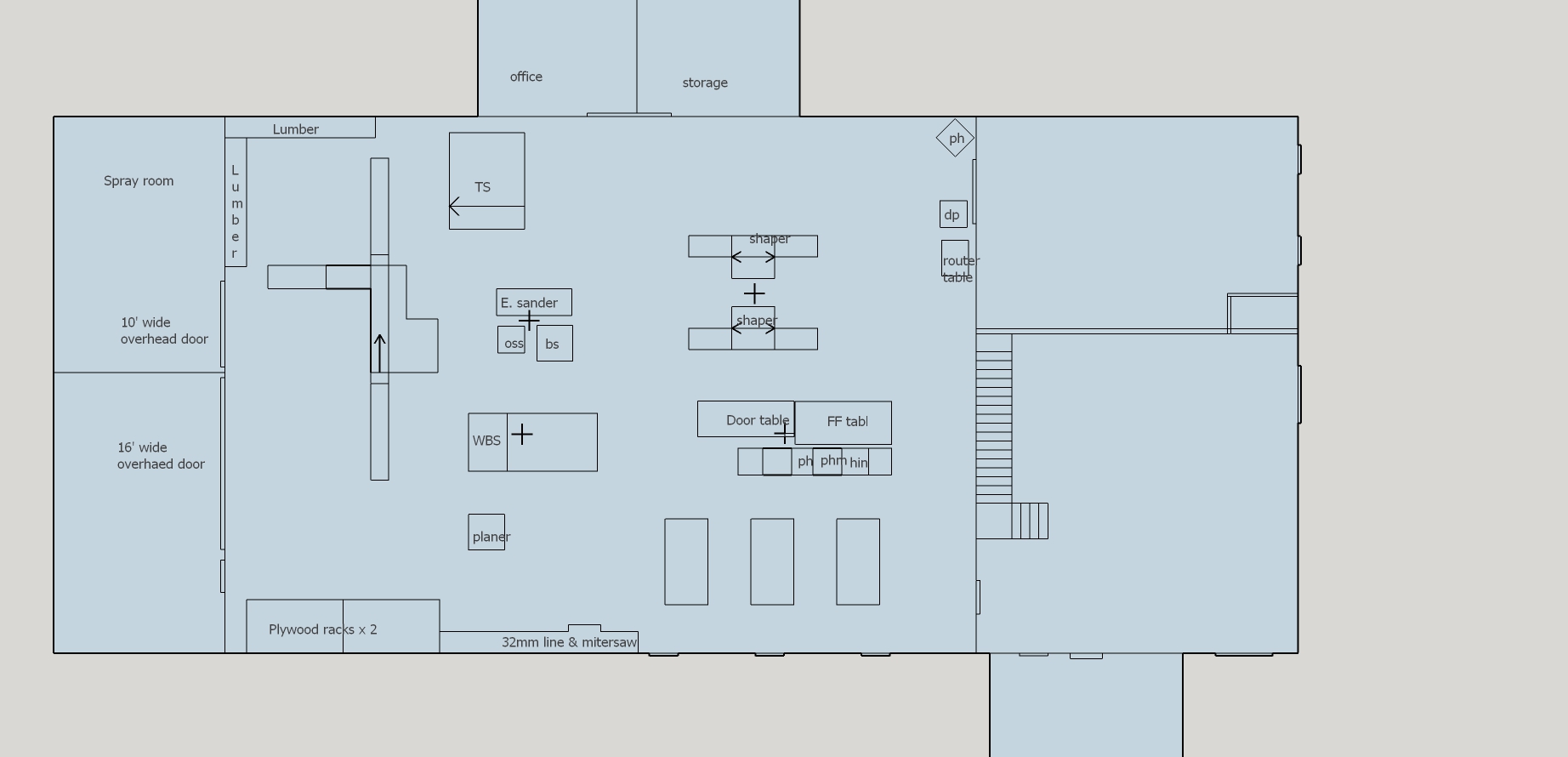
I have carts for almost all the steps so when I built and moved into this shop I did not pay much attention to the flow.
Now that I have to rearrange for new machines I thought this would be a good time to fix that. I'm just unsure, having never used a slider and wanting to maximize the space for future machines.
Thanks for the help, any feed back is very appreciated