Boosting Air Pressure at the CNC router
A discussion of various solutions for a localized problem with occasional drops in pneumatic pressure. June 17, 2009
Question
We have a lack of psi at our shop that has been created by a single machine. We installed a CNC router that needs at least 100 psi to operate. In all practicality, the router really needs around 120 to 130 psi since the router goes into E-stop if the psi drops below 100 even for a second. To get to the point, our 40hp rotary compressor at the opposite end of the shop can't generate enough psi. Output of the compressor is 100psi but with a little tweaking puts out about 120 at the outlet. I need to get more psi to the router.
Is it possible to add some kind of an "assist" compressor local to the router that can pressurize a secondary tank but still draw from the general shop air system? I have heard a suggestion to use an additional tank on the other end of the shop to hold pressure, but the max pressure of the system is just too close to the min requirements of the router. We have 2" air lines in our shop and no additional tanks. Any ideas for a localized psi boost?
Forum Responses
(CNC Forum)
From contributor L:
If it were my shop I would do one of two things - replace existing compressor and give the CNC a dedicated compressor.
From contributor R:
I often advise clients to have a dedicated compressor for the CNC. It allows the CNC to run during off hours without needing to run the big system. It minimizes the e-stop issue that you mentioned and also makes managing moisture easier.
From the original questioner:
Thanks for the responses. Replacing the compressor would not be feasible as this serves the rest of the shop well and I will have a hard time justifying a replacement based on the needs of one machine.
As for moisture, all of our shop is CDA. Sounds like getting a dedicated compressor is the only option? This means getting a dedicated air dryer also. I wanted to avoid having a bunch of small independent systems scattered everywhere - more maintenance. I was just curious if there was an "easy" off-the-shelf item to take care of an issue like this. If anyone has taken other means to solve an issue like this please let me know!
From contributor M:
I can�t imagine your router needing that much air pressure to operate. All CNC machines I have worked with have a pressure switch that can be adjusted to a lower setting before it shuts the machine down. Unless your machine specifies that it needs that much pressure, I would be pretty sure you can adjust the pressure switch.
From contributor D:
It sounds as if you have a volume issue and not a pressure issue. Contributor M could be correct in that your pressure sensing switch is set incorrectly. However, that is less likely than other scenarios causing the problem.
You made mention of your compressor being on the opposite end of the shop from your router? Does this mean that your air lines do not run around your shop in a continuous loop? If your lines are looped then you get a constant pressure in the system at all of your air drops. If your air lines run in a straight line and come to a dead end then the drops nearest the compressor will always get the most volume (assuming that it is being used at the same time as other drops that are further down the line). The loop also acts as an extra storage tank in the air which will give you more volume in the system.
If I am off base in my assumption and your system is looped then I would probably look at a localized storage tank next to the machine. This tank can also be used to subsidize volume if your system is not properly looped.
Another possibility would be to analyze the cfm usage of your system before you make any drastic changes. If you have a big 40hp compressor then you probably have a compressed air company that services that unit. Call them out and try to determine whether you need more cfm than your compressor can produce or whether you are trying to push a grape through a straw. You will need to get with the manufacturers of all of your machines and determine the maximum cfm usage of the machines before you call them out. Your compressed air company can help you with the usage volume of manual functions such as hand spraying and hosing down a work bench. Together you should be able to get a better picture of where you stand. Then you will know whether minor changes will solve the problem or whether your system is way undersized. You may also find that the pressure switch in your cnc is set incorrectly (go figure).
From contributor M:
A dedicated compressor with an air drying system will be your best investment over time. Clean dry air is the best long-term protection for your machine as well as all the other air-using tools in the shop.
From contributor T:
All the suggestions mentioned are valid countermeasures. One, possibly more economical, solution would be to place a reservoir in front of the machine. I have seen this work very well in instances where volume, or the machine being "starved" by machines in line in front of it. Typically router/point to point machines expend air in "bursts" depending on what function is occurring, so you only need to compensate long enough to regain volume. This is dependent on your specific situation.
From the original questioner:
I did call our service company for suggestions. We are going to rent a tank to near the router to store some volume. Our shop lines are configured in a loop, but our facility is 45,000sqft, the lines are pretty long. I believe the problem is that the low cut-off for the router is right at the psi of the lines. When the router does a tool change, the needle on the regulator jumps for a second below 100. Even though it instantly recovers, the machine stops. This is why I am concerned that adding a tank for more capacity isn't going to help. Air pressure doesn't recover at the speed of light. The rotary compressor can put out a lot of volume, just not at a high psi.
The min requirement defined by the router literature is 100psi, which also appears to be the min cutoff limit as well. Any less than this and the machine fails to complete the tool change. No margin for error I guess.
From contributor E:
SMC makes a air pressure booster. It's their VBA Series booster regulator. We have a couple of them on our large Heian routers to boost the pressure right at the machine. It consists of a small booster regulator and a small receiver tank. It only takes up about two square feet of space and works very well. I think something like this will solve your problem.
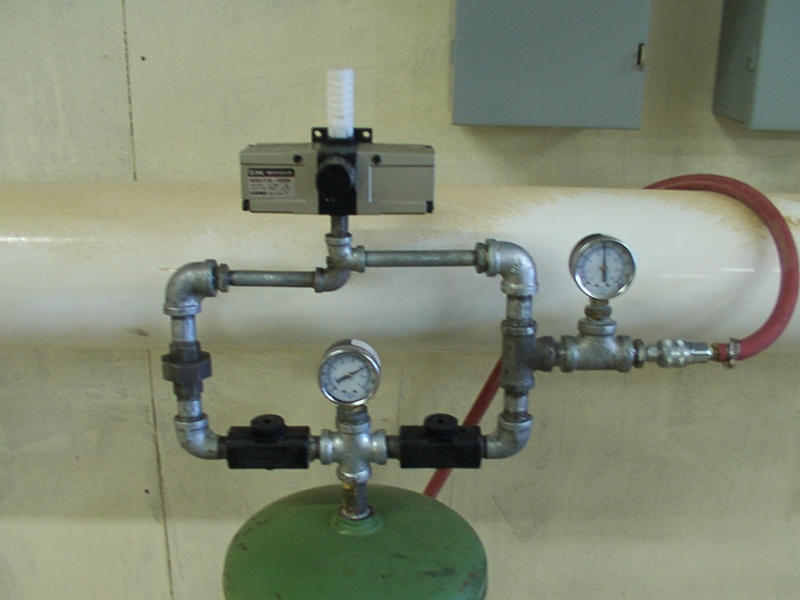
From contributor V:
I built this air amp for about $500. I used check valves for quick charge of the tank, then the amp takes over and boost the pressure to 150 psi. I then regulated it back out to the machine at 120 psi. I had a similar situation where I had only 100 psi plant supply, but the machine would drop down during tool changes or a rapid up stroke of Z (41") would deplete the counter balance cylinders. The air amp I used was 2:1 it will double the pressure but will cut the cfm by more than 1/2. That is why the tank, tank pressure and regulator. This unit has been in maintenance free operation now for over five years.

Click here for higher quality, full size image
Click here for higher quality, full size image
From contributor H:
I'm surprised no one has asked you what size your air line is from the compressor to the CNC. A quick and temporary drop in pressure at a burst of high demand (like a tool change) is a pretty classic example of a short fall in volume. That lack of volume is what causes the pressure to drop. I'm far from a professional in this area, but I would take a close look at the size of that line and look into a secondary storage tank. That secondary tank might not even need to be overly large.
From contributor W:
Just my thoughts exactly. I have a 1" air line running my CNC. It requires 23cfms when operating. You might look to see what your compressor is rated at. I have seen some compressors out there with big motors but will not produce enough cfm's at a given psi to keep up. I have a 7.5hp with 80gal tank running my whole shop - CNC, edgebander, dynabrade sanders, paint room, etc. I would think the right air hoses with the right compressor is the key to your problem.
From contributor R:
Our CNC will drop out at 85PSI. We've had some problems with that in the past. Our 25hp screw feeds a loop system. We've put big (4.5") pressure gages near important machines so the operator can monitor pressure. We also installed an air tank to provide the extra volume needed for short bursts. It's been working.
From contributor M:
Have you considered a (large) reservoir tank? That can also do a lot to help maintain pressure.
From the original questioner:
I have found a solution that works great. Thanks again for all the suggestions. Just to recap a bit to make this thread helpful for others:
Pressure in the lines was right at the low limit of my CNC router.
Expansion tank - a decent sized tank is a pretty penny with the extra piping, mounting, labor, etc. I'm too concerned that a blip in the pressure local to the router (say, from a tool change) will cause an E-stop condition as the pressure is so borderline.
A separate smaller compressor I'm sure would work, but I would rather not have another maintenance item and noise addition to the shop, as well as start a trend of individually ran "helper" equipment scattered around. Not to mention getting power to another device. Booster regulator - the way to go! Small, relatively cheap, easy to install, no power requirement, and maintenance free.
Our router is fed by a 1" line that tee's off of the 2" main line. I had the regulator installed just after the tee, which put about 30' of line between the regulator and the router. The 1" piping is enough to act as a small receiver tank. These booster regulators are specifically designed to handle situations like this (so says the manufacturer SMC). System works great now. Problem solved.