Machining Polypropylene on the CNC Without Melting
Cutting polypropylene and similar soft plastics on the CNC is tricky. To avoid melting the plastic, you need the right bits, RPM, and feed speeds. Here is more info. November 29, 2014
Question
I tried cutting propylene plastic and on the CNC and it didn�t turn out too well. I�m melting mostly so are there specific bits and speeds I should look for. I�m using 1/4 bits 2 flutes upcut.
Forum Responses
(CNC Forum)
From Contributor W:
It�s all about the friction and heat. I�m not sure about poly as most all I use now is cast acrylic. You need to slow the bit down until it wants to shave a chip as speed will heat (hence melt) then you have a mess. I use O flute upspirals on anything plastic and cold air can make a world of difference. It takes a good bit of air to use a vortec type.
From Contributor C:
Contributor W is correct. You have to be on top of your feeds and speeds a lot more with plastic. Keep in mind the chip carries the heat away from the bit and work piece. The real way the O flute bits work is curling the chip and this allows it to cool so it does not re-weld.
From Contributor B:
Polypro does not like high spindle speeds. You need to find a point where you are getting very healthy chips. Use virgin tooling that has not cut anything else before will be a big help. Face milling and pocketing can be a real pain use a max stepover and a tool that has bottom cutting but will not scrape the bottom too much. Depending on what type of milling operation you can find that high helix works better than low helix and vice versa. Also, if you have to cut to tolerance you will have to do a few spring back passes.
From the original questioner
Do you guys have a baseline where I should start with the rpm and feed? I have a cold air line off my spindle so that should help. I ordered some spiral O bits. This is my first time cutting plastic.
From Contributor C:
14,000 RPM at 300 IPM is a good start, you may be able to go way above that but start there and work your way up. Keep in mind hold down, machine condition, collet condition and the size of part being cut. Also, upcuts will tend to lift the part sometimes, especially on small parts. Make sure you are getting a good chip - that is the key.
From Contributor B:
Feeds and speed will vary greatly with the type and the diameter of your tools. See the image below. This is 1.400 thick polypro speeds were from 1000 rpm to 6000 rpm and feeds were from 15 ipm to 75 ipm. Tolerances for this were +/- 0.002. You have to make sure that the spindle speeds are slow enough so that if by chance the polypro does wrap around your tool it won't be spinning fast enough to create enough friction to melt whatever it rubs against. You need to take big bites (chips) but not so big you are breaking tools.
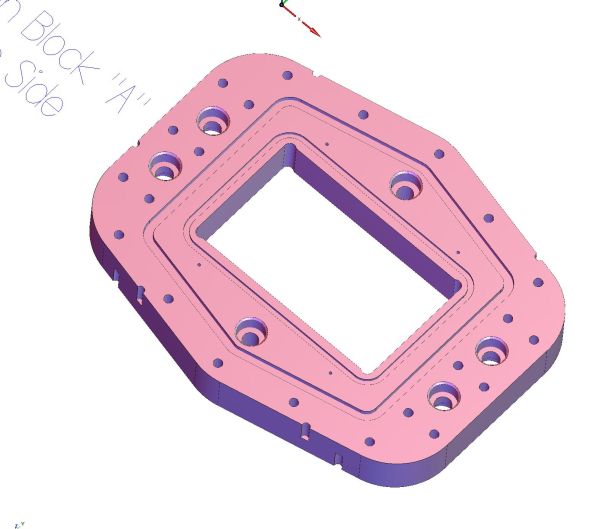
Click here for higher quality, full size image
From Contributor W:
I am with Contributor C and will go as low as 9-11,000 rpm on the spindle. I also cut a shallow test at .125 or so to test the chip load prior to just breaking bits!
From contributor Y:
Plastics should be cut at the exact spindle and line speeds as directed by your tooling manufacturer. To help you achieve the numbers you have to reduce the vibration in the sheet of plastic created by that very same tooling which is cutting your finished parts. Plastics (.015" to .3125") which lay flat cut cleaner when you use a thin gasket. The weight of your material also plays a part in selecting a sealant.