Reprinted with permission from Tom Galzin of NewCNC.com Inc.
An explanation of several styles of vacuum pumps
First a quick explanation of what makes vacuum fixturing work. Vacuum clamping works by removing the air from beneath the part leaving a void, or vacuum. Atmospheric pressure, which pushes on everything all around us, tries to move into that void, but your work piece is in the way. Atmospheric pressure is the force that pushes down your work piece.
Atmosphere pressure is caused by the �weight� of air, the more air, the more weight. So atmospheric pressure is highest at sea level where the column of air is tallest, and less on top of a mountain where the column of air is shorter. So the potential for vacuum fixturing is greatest at sea level altitudes, and there�s less potential the higher you go.
Vacuum pressure is measured on a scale called �inches of mercury� or �hg." (Hg is the chemical symbol for mercury.) The way to measure vacuum would be to bend a glass tube into a �U� shape. Then fill it part way with liquid mercury. Next apply a vacuum to one end of the tube. The liquid mercury will rise in the direct of the vacuum. Then measure the difference in the height of the columns - that�s inches of mercury.

If you could produce a perfect vacuum, that is removing every atom of air, you could make the difference in the columns measure 29.9�hg. That is considered a perfect vacuum. So if you could generate a perfect vacuum, at sea level, the down force, or weight, of the air column would equal 14.7 psi (pounds per square inch). So the most vacuum pressure that a NASA scientist could generate is a little less than 15psi.
Using commercially made vacuum pumps, the maximum vacuum potential varies widely. Commonly there are 3 kinds of vacuum pumps in use for woodworking, a regenerative blower (like FZP), a liquid ring (like a Travaini), and a rotary vane (like a Becker). There are, of course, many manufactures of each, and I mean no disrespect to the makers not mentioned. I�ve attached a picture of the workings of each below.
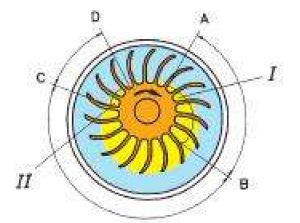
Regenerative blowers have a �turbine� style fan blade inside the pump housing. By connecting two blades internally, it�s possible to create a 2 stage regen blower. A 2 stage regen blower can generate a vacuum pressure of up to 11.8�hg as a theoretical maximum.

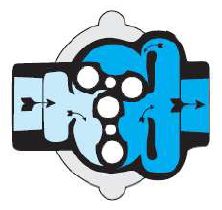
A lobed blower has two figure eight shaped impellers in it. The �timing� between the two impellers is set by gears on the impeller shaft. The shape of the lobe allows for them to stay in contact with each other throughout their complete revolution. A lobed blower can generate a theoretical maximum pressure of up to 20�Hg.
A liquid ring has an impeller partially submerged in a bath of oil. When the impeller spins, it whips the oil to the edge of the pump housing, forming a �liquid ring�. A liquid ring can generate a vacuum pressure of up to 28.9�hg as a theoretical maximum.
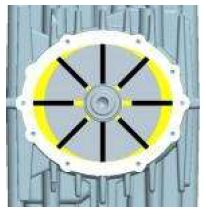
A rotary vane pump has an impeller with slots milled into it. A vane is fit into each slot so that as the impeller spins, centrifugal force will pull the vane out of the slot and push it against the inside of the pump housing. A rotary vane can generate a vacuum of up to 29.5�hg as a theoretical maximum.
All of these pumps operate at a typical pressure range somewhat below the theoretical maximum. And if your shop is on dry land, you are above sea level. So it�s necessary to factor all the numbers down. So in a VERY general way, you could say a regen blower runs at ~8�hg, a liquid ring runs at ~25�hg and a rotary vane runs at about ~26�hg. So it is completely factual to say that at ANY ALTITUDE, a regenerative blower has about 1/3 the hold down force of a liquid ring pump.
Horse power is connected to the flow of the pump. Larger HP does not change the pressure potential of the pump, that�s set by pump design. This topic is discussed in the second whitepaper.
Reprinted with permission from Tom Galzin of NewCNC.com Inc.
Vacuum Fixturing - Part 2
To receive part 3 of this series, contact Tom directly:
Tom Galzin
NewCNC.com Inc.
tom@newcnc.com
630-445-1231
Editor's Note: NEMI (website) is the maker of innovative modular vacuum holding fixtures.